

Predictive Maintenance: Engineering Logic, Technical Architecture, and Intelligent Evolution — From Equipment Health Sensing to AI-Driven Active Maintenance Decision-Making

Redcoast2026-03-25
I. Industrial Reality: Why Traditional Maintenance Approaches Are Systematically Failing
In process industry, discrete manufacturing, and continuous production scenarios, equipment maintenance has long relied on two modes:
- Reactive Maintenance: Repairs are carried out after equipment failure occurs
- Periodic Maintenance: Scheduled overhauls are performed based on time or operating cycles
While these two modes functioned adequately in the early days when equipment structures were simple and production rhythms were relatively relaxed, they are increasingly revealing fundamental issues in the current industrial environment:
- Increased equipment scale and highly coupled systems: A single-point failure can trigger cascading shutdowns
- Continuous production operations: The cost of unplanned downtime has risen sharply
- Significant individual equipment variability: A unified maintenance schedule struggles to reflect actual degradation states
- Heavy reliance on individual expertise: Maintenance knowledge is difficult to scale or replicate across the organization
The root cause lies in:
Maintenance decisions lack the capability for continuous awareness of the equipment’s “true health status.”
II. Core Positioning of Predictive Maintenance: From “Repair Before Failure” to “Health-Driven”
1. Engineering Definition of Predictive Maintenance
Predictive Maintenance (PdM) refers to:
Analyzing equipment health status and its degradation trends through modeling, based on operational condition data and historical behavior, to identify risks before failure occurs and to execute maintenance interventions within the optimal time window.
The essential difference from traditional maintenance approaches lies not in “whether machine learning is used,” but in the fundamental shift in the basis for maintenance decisions.
2. Paradigm Comparison of Different Maintenance Modes
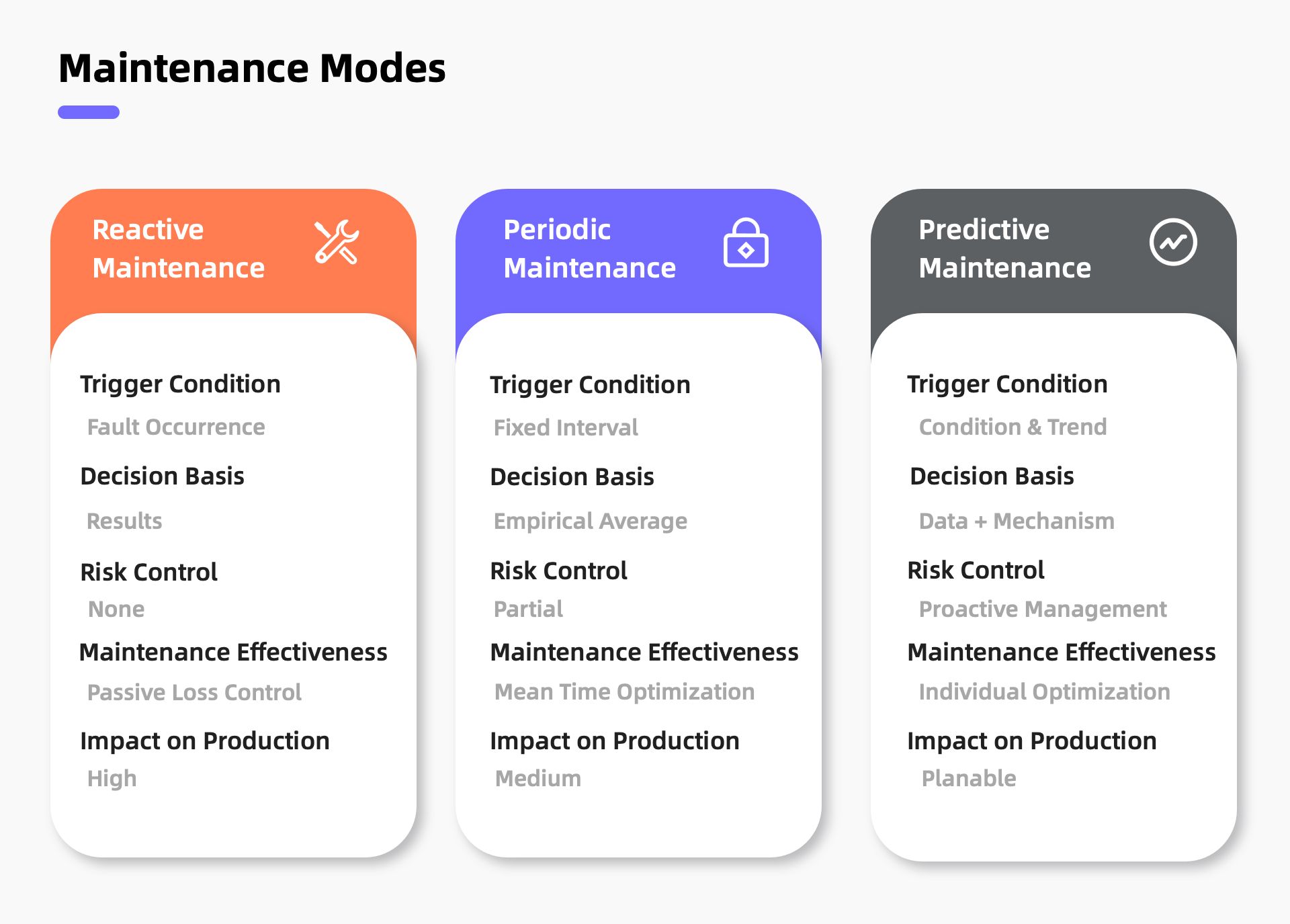
Predictive maintenance is not about “maintaining more frequently,” but rather about making maintenance happen at the moments when it is “truly needed.”
III. Core Value of Predictive Maintenance: Not Just Cost Reduction, but Capability Enhancement
1. Engineering-Level Value: Making the Degradation Process Perceptible
Equipment failure is not an instantaneous event, but rather the result of a prolonged degradation process. The core contribution of predictive maintenance lies in:
- Exposing early-stage changes such as minor wear, imbalance, and lubricant degradation before they escalate
- Focusing on trend evolution rather than isolated anomalies
- Avoiding the passive situation of “having to disassemble to know whether it’s in good condition”
2. The Value for Management: Making Uncertainty Manageable
By continuously evaluating equipment health, enterprises can:
- Transform unplanned downtime into scheduled maintenance
- Coordinate production planning, maintenance windows, and spare parts preparation
- Provide a quantitative basis for allocating maintenance resources
The essence of predictive maintenance is converting unpredictable risks into manageable risk intervals.
3. Lifecycle Value: Balancing Maintenance and Consumption
- Prevent healthy equipment from being over-intervened due to periodic maintenance
- Prevent equipment with potential risks from being continuously operated under high loads
- Extend the effective service life of critical assets
IV. How Equipment Health Is “Sensed”: The Process from Signals to Health Status
1. Equipment Health Is Not a Single Parameter
“Equipment health” is not a reading from a single sensor, but a comprehensive description of the following capabilities:
- The ability to operate stably under current operating conditions
- The degree to which performance deviates from the designed state
- The trend of failure risk over time
Therefore, the key to predictive maintenance is not “whether an alarm is triggered,” but whether the health status is continuously deteriorating.
2. The Technical Path to Condition Awareness
(1) Multi-Source Condition Signal Acquisition
Predictive maintenance typically acquires the following types of data:
- Vibration Signals: Highly sensitive to faults in bearings, gears, and rotors
- Temperature Signals: Reflect friction, poor lubrication, and thermal anomalies
- Acoustic Signals: Capture early abnormal acoustic emissions
- Current and Power Signals: Reflect load variations and efficiency degradation
- Process Parameters such as Pressure and Flow: Indicate issues like blockages and leaks
These signals are “characterization variables,” not the health conclusion itself.
(2) Operating Condition Identification and Data Governance
Equipment status must be analyzed under comparable operating conditions:
- Distinguish between start-stop, steady-state, and load variation conditions
- Eliminate interference caused by process fluctuations
- Process high-frequency and low-frequency signals in layers
This is a critical step in determining whether predictive maintenance can “make sense of the data.”
(3) Feature Engineering and Health Indicator Construction
Through feature engineering, raw signals are transformed into indicators relevant to failure mechanisms:
- Time-domain Features: RMS, kurtosis, crest factor
- Frequency-domain Features: Spectral peaks, frequency band energy
- Time-frequency Features: Wavelet transform, envelope analysis
- Trend Features and Anomaly Features
On this basis, the following are constructed:
- Health Index (HI)
- Degradation trend curve
- Risk level interval
V. The Technical Principle of Predictive Maintenance: Mechanism Models × Machine Learning
1. Why Can’t We Rely on Algorithms Alone?
In industrial settings, operating conditions are complex and variable, and samples are often imbalanced, making purely data-driven models prone to failure. Therefore:
- Mechanism models are used to constrain analysis boundaries and explain state changes
- Data models are used to capture complex nonlinear relationships
The combination of the two forms a stable and interpretable predictive maintenance framework.
2. The Role of Common Models in Predictive Maintenance
- Traditional Machine Learning (RF, XGBoost)
Suitable for structured data, strong interpretability, easy to deploy
- Deep Learning (LSTM, CNN)
Suitable for long time-series data and complex pattern recognition
- Unsupervised Models (Isolation Forest, Autoencoders)
Suitable for anomaly detection scenarios lacking fault labels
The goal of the model is not to “predict the exact day of failure,” but to determine whether risks are accumulating at an accelerating rate.
VI. The Engineering Structure and Capability Evolution of Predictive Maintenance Systems
In industrial settings, predictive maintenance is not a single-point model, but a layered and collaborative engineering system. Understanding its system architecture is a prerequisite for understanding the inevitability of subsequent AI Agents.
1. Typical System Layers of Predictive Maintenance
From an engineering implementation perspective, a complete predictive maintenance system typically consists of the following five layers:
(1) Perception Layer
- Various condition sensors (vibration, temperature, acoustics, current, pressure, etc.)
- Collects raw physical signals from equipment operation
- Emphasizes continuity, stability, and time consistency
(2) Data & Feature Layer
- Data cleaning, denoising, synchronization, and operating condition segmentation
- Feature engineering (time-domain / frequency-domain / time-frequency-domain / trend features)
- Constructs an “analyzable representation” of equipment status
(3) Analytics Layer
- Health Index (HI) calculation
- Degradation trend modeling
- Remaining Useful Life (RUL) or risk interval assessment
- Models may include a combination of mechanism models, statistical models, and machine learning models
(4) Diagnosis & Strategy Layer
- Correlates failure mode and effects analysis (FMEA)
- Determines risk type, severity, and development speed
- Generates maintenance strategy recommendations (whether to perform maintenance, when to perform it, and which components to focus on)
(5) Execution Layer
- Interfaces with EAM/ CMMS/ work order systems
- Facilitates maintenance planning, resource coordination, and result feedback
- Forms a closed-loop O&M management system
It is worth noting that: Most predictive maintenance systems often remain at Layer 3 or Layer 4, unable to truly “drive action.”
2. System Bottleneck: The Gap Between “Being Able to Predict” and “Being Able to Execute”
In practical implementation, predictive maintenance often encounters a structural issue:
- Models can output health indicators, risk scores, and abnormal trends
- But these results exist in the form of charts, dashboards, or reports
- O&M personnel are required to manually interpret, judge, and then make decisions
As the number of equipment units scales from 10 → 100 → 1,000, this model rapidly breaks down:
- Manual monitoring does not scale
- Decision-making response becomes delayed
- The value of predictions cannot be released at scale
It is precisely at this gap that the engineering necessity for AI Agents emerges.
VII. AI Agents: The “Active Execution Layer” of Predictive Maintenance Systems
1. The Engineering Context for AI Agents
In predictive maintenance systems, AI Agents are not “smarter algorithms,” but rather a solution to a clear problem:
Who will continuously interpret model results and translate them into actionable maintenance behaviors?
Therefore, the essential role of AI Agents is:
The “Intelligent scheduling and decision-making agent layer” within the predictive maintenance system.
2. Technical Positioning of AI Agents in Industrial Predictive Maintenance
Within the system architecture, AI Agents are positioned:
Between the Analytics/ Diagnosis Layer and the Execution Layer
Their core responsibility is not “prediction,” but rather:
- Interpreting prediction results
- Assessing action conditions
- Driving process execution
From an engineering perspective, AI Agents are more akin to a control and coordination unit equipped with cognitive capabilities.
3. The Internal Technical Composition of AI Agents (Practical Edition)
A deployable predictive maintenance AI Agent typically includes the following capability modules:
(1) Condition Awareness and Contextual Understanding
- Receives equipment health index, trend slope, and risk score
- Integrates current operating conditions, load, and production schedule
- Understands “whether the current anomaly has actionable significance”
For example: The same rising vibration trend carries completely different maintenance implications under short-term high-load operation versus long-term steady-state operation.
(2) Hybrid Decision-Making Mechanism Combining Rules and Models
AI Agents do not rely on a single model, but instead combine:
- Predictive model outputs (trends, probabilities, intervals)
- Engineering rules (thresholds, failure modes, process constraints)
- O&M strategies (critical equipment priority, maintenance windows)
To form interpretable and controllable decision-making logic.
(3) Action Triggering and Workflow Orchestration Capability
When conditions are met, the AI Agent can:
- Actively trigger further diagnostics
- Push maintenance recommendations (rather than raw indicators)
- Generate or suggest work orders
- Flag equipment maintenance priority
This process does not rely on manual polling, but is event-driven.
(4) Feedback and Adaptive Adjustment
- Receives maintenance and execution results
- Corrects model judgment deviations
- Adjusts thresholds and strategy parameters
Thus forming a closed loop of prediction—execution—feedback.
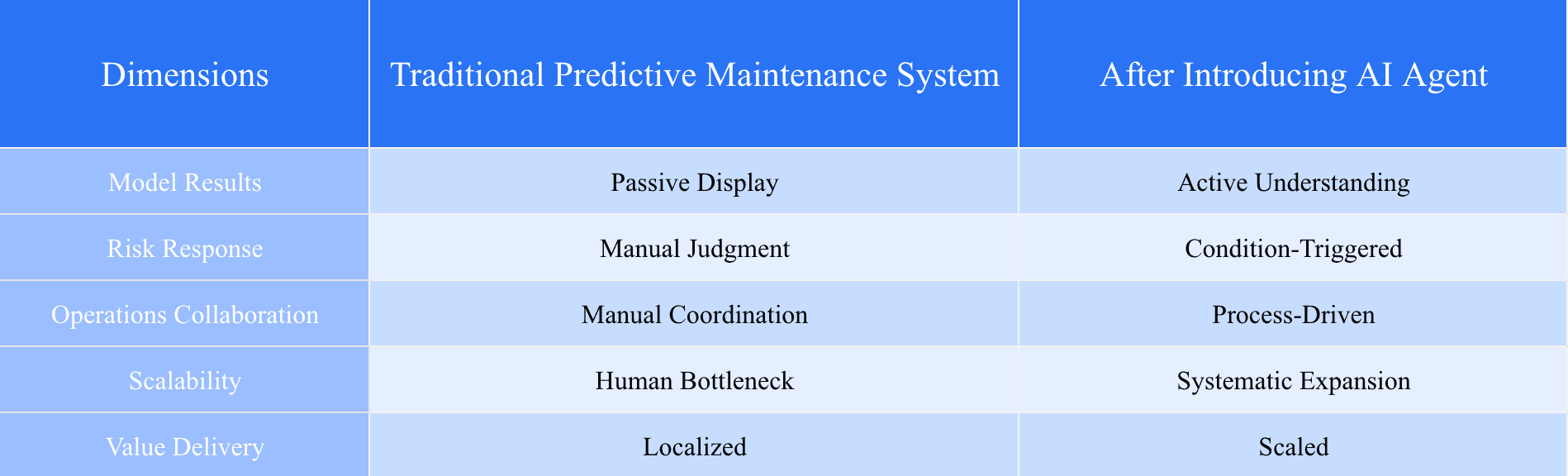
4. The Essential Differences Between AI Agents and Traditional Systems
VIII. Rethinking Predictive Maintenance from a System Capability Perspective
At this point, it becomes clear:
Predictive maintenance ≠ algorithm models
AI Agents ≠ more advanced prediction algorithms
The relationship between the two is:
Predictive maintenance solves the problem of “seeing equipment health status clearly” AI Agents solve the problem of “how to take sustained action based on that health status”
Only when a predictive maintenance system completes the full closed loop of perception → assessment → decision → execution can its technical value be truly transformed into operational capability.
IX. Conclusion: The Ultimate Form of Predictive Maintenance
From a technological evolution perspective, predictive maintenance is undergoing three stages:
- Condition Visualization Stage: Seeing the data
- Risk Assessment Stage: Understanding trends
- Action Automation Stage: Driving decisions
AI Agents are not an additional add-on, but an inevitable outcome of the third stage.
Their significance lies not in being “smarter,” but in:
Evolving predictive maintenance from a “supporting tool” into an “active operational capability.”






