

When Data Loses Continuity, Equipment Management in the Process Industry is Going “Blind.”
红岸未来2026-02-26
01 Data abounds, but judgment wanes.
In process industry workshops, data has long become part of daily operations. Equipment parameters are acquired in real-time, process indicators are continuously updated, and records of inspections, maintenance, and anomalies keep accumulating. However, in actual management, this data rarely plays a real role in decision-making. When it comes to answering questions like “Is the equipment healthy?”, “Are there operational risks?”, or “Are problems accumulating?”, the management often relies on experience rather than data-driven conclusions.
The root cause, in fact, lies not in a lack of data volume, but in the data’s lack of continuity and business semantics, which prevents it from forming a trustworthy holistic understanding.
Data exists, yet it can hardly be truly “understood.”
02 Data does not suddenly fail; It gradually falls into disorder.
In most plants, data issues do not stem from mistakes made during the system construction phase, but rather evolve gradually over long-term operation.
Initially, data acquisition primarily served monitoring and recording purposes. Subsequently, as MES, O&M, and energy management systems were successively deployed, data became fragmented and stored across different platforms. Furthermore, throughout equipment modifications, process adjustments, and parameter changes, the data structure was rarely updated synchronously.
Over time, issues such as data discontinuity, drift, and inconsistent definitions emerge, yet these problems are often concealed beneath the system, only coming to light en masse when analysis is required.
In Redcoast’s project experience, this type of issue is extremely common—it’s not that data isn’t being acquired, but rather that “the data no longer represents the true state.”
03 Once data becomes unusable, equipment management inevitably reverts to experience.
In the process industry, equipment management is most sensitive to data quality. When operational data lacks continuity, equipment status can only be perceived as fragmented pieces; when historical events cannot be correlated with current operating conditions, anomalies can only be treated as isolated incidents.
As a result, maintenance and operations have been forced into “degraded mode”: inspections rely on human senses, repairs depend on fixed cycles, and risks are only revealed after incidents occur. In serving numerous clients in the process industry, Redcoast has observed that unplanned downtime is often not a sudden event, but an inevitable outcome of long-term data failure.
It is against this backdrop that traditional equipment management begins to hit its ceiling. When data can no longer support condition assessment, and experience struggles to cope with complex operating conditions, the management is compelled to seek a new path:
Is there a way to identify trends in equipment condition changes in advance, without having to rely on “post-event failures”?
This need does not stem from a pursuit of “intelligence,” but from a fear of uncertainty—downtime that cannot be anticipated, risks that cannot be quantified, and decisions that lack a foundation. It is precisely under this practical pressure that predictive maintenance has begun to be introduced into process industry sites, in an attempt to reconstruct the “judgability” of equipment operation through data.
04 The essence of predictive maintenance is the restoration of “state awareness” for equipment.
Predictive maintenance is not simply about “predicting when equipment will break”; rather, it seeks to answer a more critical question: What is the current state of the equipment, and where is this state evolving?
This means that equipment operation is no longer a binary “normal/faulty” judgment, but rather a dynamic and evolving health interval. The gradual drift of parameters, the compounding effects of operating conditions, and the residual impact of historical failures all influence the actual state.
Redcoast’s predictive maintenance system is built precisely on this principle—by leveraging continuous data and condition modeling, it makes the “state changes” of equipment themselves identifiable.
05 Why can’t predictive maintenance take hold in your plant?
After deploying systems related to predictive maintenance, many plants encounter similar frustrations: unstable model performance, low warning reliability, and ultimately, difficulty for the systems to integrate into daily management.
The core of the problem usually lies not in the algorithms, but in the data system itself:
- Data sources are scattered, lacking unified semantics.
- Historical data quality is unstable, making it difficult for models to engage in continuous learning.
- Prediction results cannot form a closed loop with maintenance and scheduling.
In this situation, predictive maintenance remains at the “presentation layer,” struggling to generate real value.
06 AI Agent: Empowering data with continuous operational capability.
Building upon digital twins and predictive maintenance, the AI Agent assumes the role of a “long-term operator.” It is not a one-time analysis tool, but rather continuously participates in workshop operations:
- Automatically inspects data integrity and continuity
- Identifies long-ignored trends in condition changes
- Correlates data from multiple systems to restore event causality chains
- Transforms analysis results into actionable maintenance recommendations
In Redcoast’s application practice, the AI Agent functions more like a round-the-clock digital maintenance engineer, enabling data to truly enter the management process.
07 When data participates in decision-making, equipment management truly upgrades.
Only when data can be continuously governed, equipment status can be consistently understood, and predictive results can directly drive maintenance actions, can a plant be said to possess true predictive capability. At this point, data is no longer just a system asset, but becomes a capability system that runs in parallel with production operations.
Equipment management also shifts from “reactive response” to “proactive intervention.”
The complexity of the process industry dictates that no attempt at intelligence can bypass the data foundation. Data disorder is not a temporary problem, but the result of long-term neglect of governance.
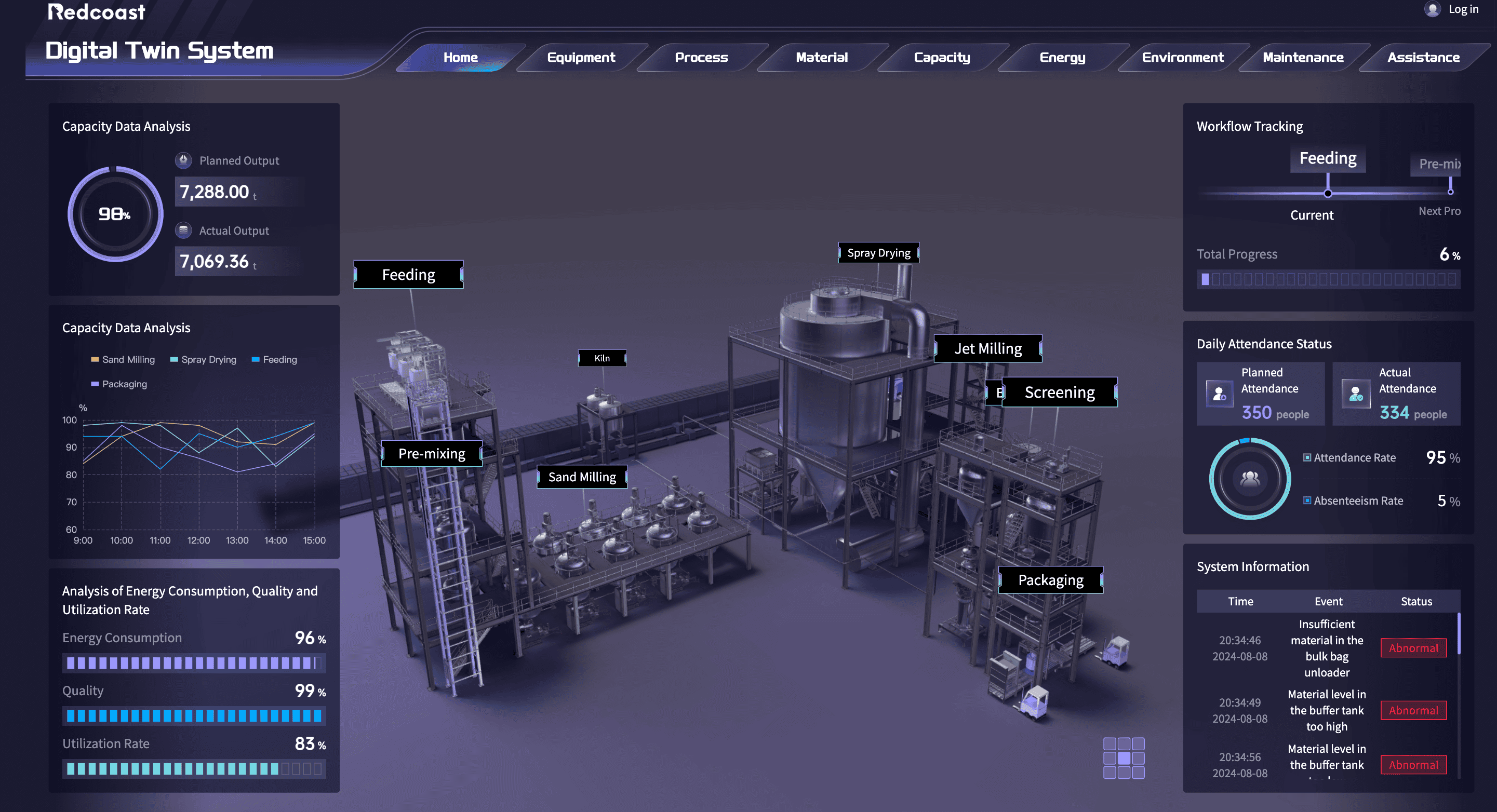
Redcoast - LFP Digital Twin System
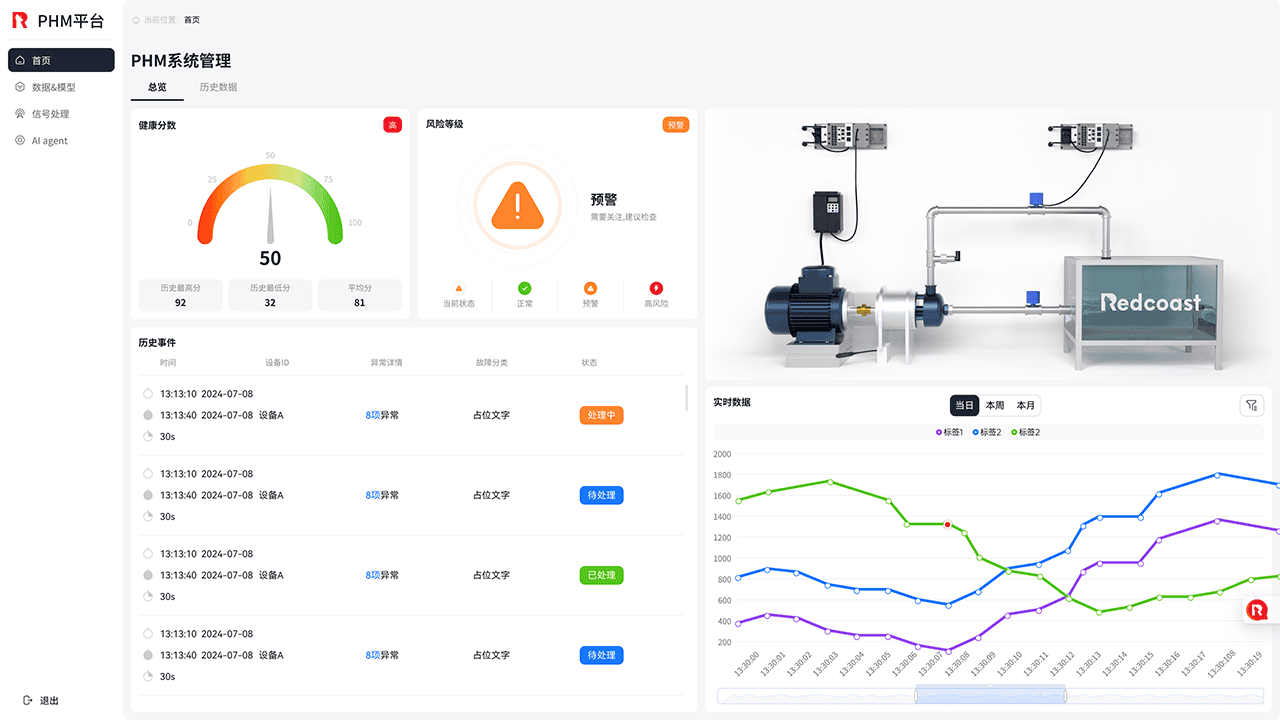
Redcoast - Equipment Health Management System
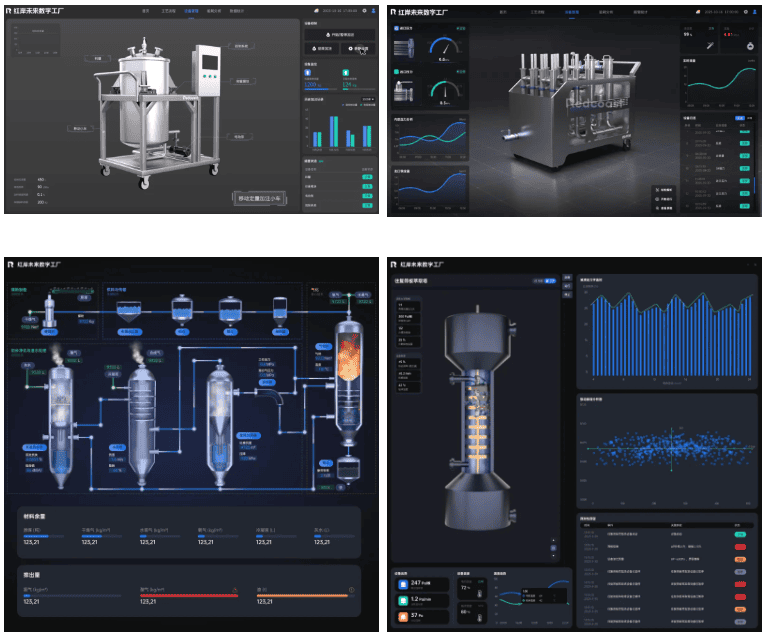
Redcoast - Visualization for Critical Equipment
Redcoast will continue to focus on process industry scenarios, and integrates digital twins, predictive maintenance, and AI Agent capabilities to help factories bring data back to the production floor, thus ensuring safety, efficiency, and long-term stable operation.






